Your Cart is Empty



Pulsed welding is where a constantly changing low and high current is produced at a given frequency by the welding machine. This pulsing high low effect means not as much heat is put into the weld seam enabling thinner materials to be welded. It's especially useful when aluminium welding.
Let us see if we can explain something quite complicated in simple terms, a welding Inverter first rectifies and changes the AC mains input to DC. In doing this you get a step up in voltage. This higher DC voltage is then inverted and run through a stepdown transformer. Normal AC mains supply is 50Hz or shall we say 50 heat inputs per second, while an inverter can produce 10000 Hz or 10000 heat inputs per second This means the transformer can be smaller than a conventional transformer MIG welder hence the lightweight and compact size.
The beauty of an inverter though is that we can do many things with this inverted DC, we can square wave it, pulse it, slope it in and out and much more. This means that inverters can easily be MIG TIG MMA welding units.
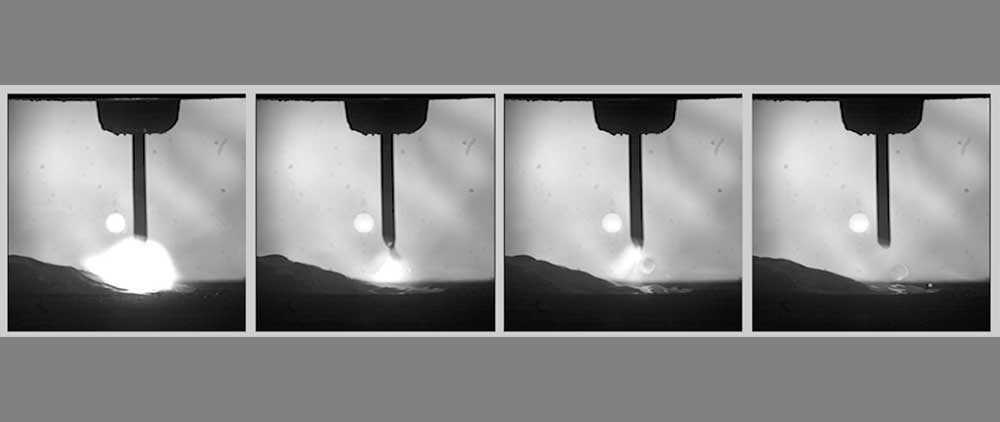
Pulsed welding is a controlled spray performed by inverter welding equipment. (MIG/MAG WELDING: HOW IT WORKS-3)
To create spray in mild steel using 0.8mm welding wire with an Argon 95-5 gas mix you will need:
|
Wire Size UK
|
Wire Size US | Welding Current |
| 0.6mm | 0.0236" | 135A |
| 0.8mm | 0.0315" | 150A |
As shown above, awelding current needs to be above 150 amps thus making welding thin materials impossible as its continuously hot, but with a pulsed welding arc, the machine drops from 150 to 50 many times per second creating a cooling effect to each hot pulse. (in our example).
This is how we are able to weld thinner materials.

This Hot / Cold effect is what produces the penny stacking effect on aluminium welds as the drop-down from 150 amps supercools the weld pool crating the penny effect.
Pulsed welding Is generally used for aluminium welding as the pulse gives a softer less aggressive action on the aluminium with more heat. This extra heat gives greater penetration.
The advantages of pulsed welding are:

Pulse on pulse, twin pulse or POP are all the same thing really, just differing manufacturers names. Basically the unit pulses as we have described but in between this the feed motor pulses and breaks too. this creates the herringbone effect to a weld bead. It tends to be only used with aluminium welding.
Comments will be approved before showing up.